Предлагаем Вам воспользоваться услугами нашей фирмы по обслуживанию дисковых твердосплавных пил. Для нашего заточного участка мы приобрели оборудование у фирмы "WALTER" (Германия), которая выпускает одни из лучших в мире станки для производства и обслуживания твердосплавных дисковых пил.
Параметры затачиваемых пил: Диаметр полотна– от 100 до 700 мм, Посадочный диаметр – 16, 20, 22, 24.5, 25.5, 30, 32, 45, 50, 55, 60, 70, 80 мм
По всем возникающим у Вас вопросам просим обращаться в отдел заточки инструмента:
443004 г. Самара, ул. Грозненская, 67A, Тел: (846) 342-52-71, e-mail: galina@atomak.ru
Стоимость заточки 1 зуба дисковой пилы диаметром до 350 мм
Вид пилы
Форма зуба
Стоимость заточки, руб.
Основная пила
Прямой, косой, треугольный,
трапецивидный
3.0
Дупловидный
5.0
Подрезная пила
плоский, попеременно косой, конусный
3,6
Заточка осуществляется по передней и задней граням зуба.
Внимание!!!
При заточке пил диаметром от 350 мм включительно стоимость заточки одного зуба
удваивается.
Услуги по заточке пил НДС не облагаются.
Пилы марки «АТАКА» в заточку не принимаются.
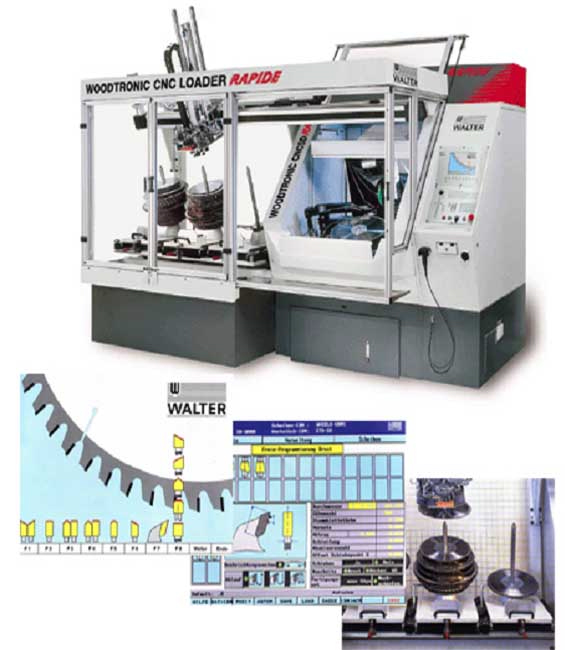
WOODTRONIC СNС 5D LOADER
Станок WOODTRONIC СNС 5D LOADER - полный автомат, оснащённый современным компьютером, который позволяет производить переточку пил со сложным зубом (например: переменный зуб прямой – трапециевидный, дупловидный зуб и многие другие) за один цикл заточки.
В компьютере возможно задавать не только величину смещения трапециевидного зуба относительно плоского, но и ширину прямого участка на трапециевидном зубе. Таким образом, полностью исключена погрешность в геометрии зуба, которая неизбежна при заточке пил на простых станках.
Параметры Вашей пилы заносятся в компьютер и хранятся в памяти. В дальнейшем переточка Вашей пилы каждый раз производится с одинаковой точностью.
На сегодня мы предлагаем всем нашим клиентам заточку твердосплавных пил по 2-м поверхностям зуба: по задней поверхности (что задает точную геометрию зуба) и по передней поверхности (что позволяет заточить боковые грани зуба).
Пила, подготовленная таким образом, дает наилучшие показатели при работе (отсутствие сколов и увеличение срока службы между переточками), повышается общий ресурс работы инструмента. Для того чтобы Ваш инструмент работал долго, мы рекомендуем производить переточку сразу после появления сколов на обрабатываемом материале (в первую очередь это относится к ДСП).
В этом случае при переточке достаточно будет снять слой твердого сплава 0,03-0,10 мм. Если же переточка пилы производится не своевременно, режущая кромка становится более "заваленной" и в этом случае для переточки пилы требуется съем 0,15-0,30 мм. Таким образом, вместо 3-5 возможных переточек производится только одна.